オリジナルミニ四駆ボディ作成記事
今回は社内サンプル用に作成したミニ四駆のボディについて書かせていただきます。
尚、今回の記事では筆者の趣味が多分に含まれていることをご容赦ください。
■目次
まずは完成品を

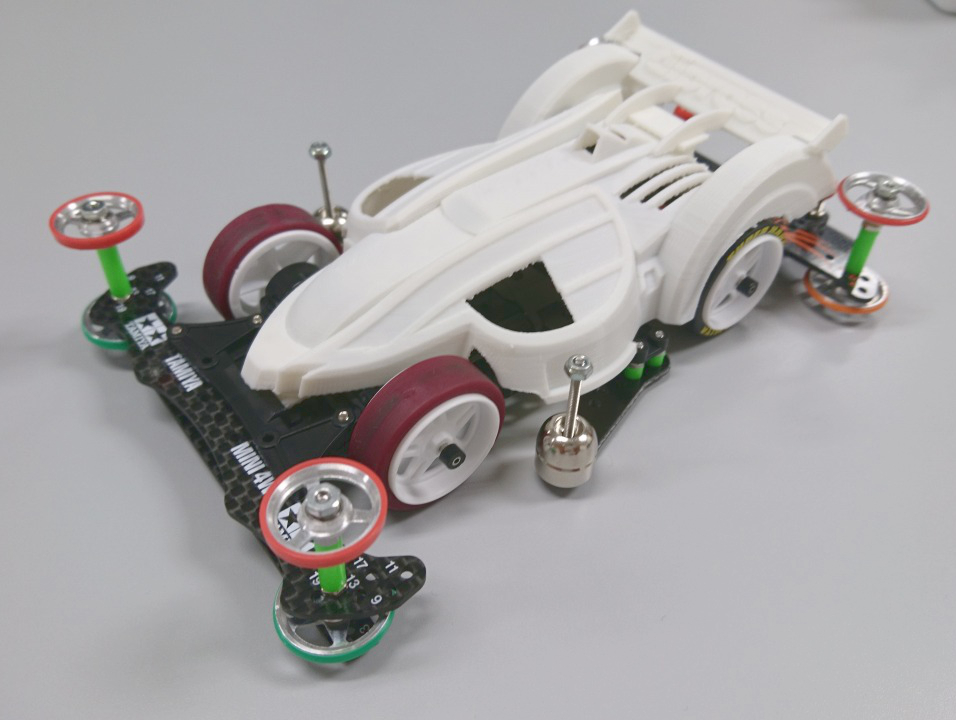
こちらが完成した社内サンプル用ボディ「dipross special」です。
シャーシはVZシャーシで、筆者の私物です。
わざわざマシンカラーに合わせたプラリンを買ってきたりしていたら、思った以上の出費になりました。新マシンを組むときはいつものことですけど。
基本的に無加工のパーツでシャーシは組んでます……と思ってたんですが皿ザグリをまるで息をするようにしていたので習性というのは恐ろしい。

こちらは無改造のシャーシにボディを乗っけた写真です。
当然ですが、無改造のボディにしっかり収まるように設計してあります。
意匠の元は弊社diprossのロゴから「dip」です。
マシンの塗装もロゴカラーに合わせて塗ってもらいました。
(塗装に関しては別の記事で解説してくれています)
さて、他の方向からも見てみましょう。
正面からの写真です。(無理やり写真を並べたんでパースが違ってますね……)
これだと「dip」の意匠がよくわかります。
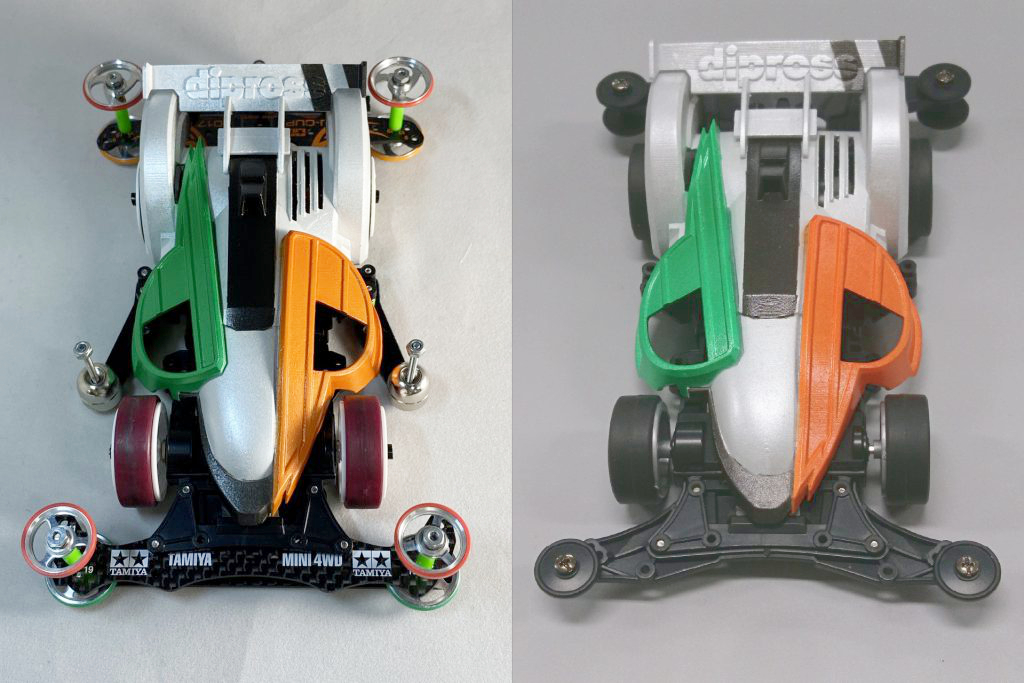
またホイールですが、完全にCX09の幅に合わせてデザインしてので、収まりが段違いです。
左側のホイールだとリアタイヤが面合わせになっており、フロントも無駄な空間が存在しません。攻め攻めです。かっこいいです。
通常幅だとリアもはみ出しますし、フロントも締まりがなくなってしまいますね。
ただ、通常ボディがデザインされる際に、X系でもないのにX系のホイールを履かせることを想定したデザインをされることはないのでこれは役得です。ついついいつも履かせてしまうんですよ。

続いて、横からです。
できる限り低く見えるようにしています。下ラインもぎりぎりまで下げています。
ただ、これを見て分かる通り、ちょっと攻めすぎて、タイヤが干渉しかけてます。振動すると当たるでしょう。
これは3Dプリント時にリア部に多少、歪みがあったのでデータ上よりスペースがなくなってしまっています。
しかし、きっと走らせる用にこのあとペラタイヤに加工すると思いますのでそこまで問題ではありません。今回は基本的に無加工パーツで構成しているが故の弊害です。
ちなみに……

また今回は重心が高くなるのでやりませんでしたが、既存のシャーシの穴を利用してボディにちょうどマスダンが通ります。
既存の穴を使うと高くて嫌だったので、もしやるならシャーシを削ってもっと下から通すことになるとは思います。
非常に収まりがよくスマートに見えるので積極的に活かしていきたいスペースです。
これで一旦、完成品のイメージはわかったかと思いますので、ここからは実際に行った作業を解説していきます。
作業の流れ
今回はデザインから最後の出力まで一人で行っています。塗装は別の人にお願いしました。
流れとしては
(デザイン)→ 設計 ↹ 試作出力 → 完成品出力 → 塗装仕上げ
となっていますが、デザインは今回、自分でやっている関係上、ラフなざっくりデザインを考えた上で、設計をしながら詰めていっています。
通常の流れではここは分業されるケースが多いです。
今回のケースだと機能性も含む箇所が多数見受けられるデザインとなっている為、一人でやった方がスムーズでした。普通だとデザインと設計が喧嘩するような場面が発生します。
試作出力ではFDM方式のプリンター、完成品出力では光造形のプリンターで3Dプリントしています。
設計(デザイン)
ここからデザインを考えつつ、CADで設計をしていきます。
今回、設計で使用したCADは「SolidWorks」と「Rhinoceros」です。
この2つのCADは得意とする分野が違うので、普段の業務でもこれらを使い分けながら作業をしています。
「SolidWorks」と「Rhinoceros」の違い
・SolidWorks
その名の通り、ソリッドでのデータの扱いに長けたCADソフトです。機械的な設計に向いています。
今回の場合、シャーシとの篏合やその他部品との兼ね合いも考えて設計を行っているのでSWメインで作業しています。
・Rhinoceros
サーフェスモデリング用のCADです。自由曲面の扱いが得意で直感的に想像した面を貼ることができます。
SWで作ったデータに対し、デザイン性の高い曲面が欲しい箇所などはRhinoで面を貼り直してデザインを詰めていきます。
あとは、どんな面に対しても好きなようにアクセスできるので、細部で辻褄が合わなくなった場合(細かいRやちょっとだけ捩じって干渉回避したいなど)にRhinoで面修正を行いながら作業することも多いです。
こう書くと全部Rhinoでいいじゃん、と思われそうですが、実際には「すべての面にアクセスできるということは変更を加えるときにすべての面を触らないといけない」ということです。
極端な話、サイコロ形状をSWでは1つのサイコロを、Rhinoでは6つの面を触らないといけません。
設計をする上でまず、いろいろと前提条件を設定する必要があります。
今回の場合ですと、対象のシャーシをどうするか、です。
独断でシャーシは「VZシャーシ」、ホイールは「CX09」で無加工シャーシに積載するボディを目標に設計することにしました。
世間では今でもMSフレキが幅を利かせているそうですが、筆者はずっとVSを使っていたのでやはり、片軸シャーシに思い入れがあります。
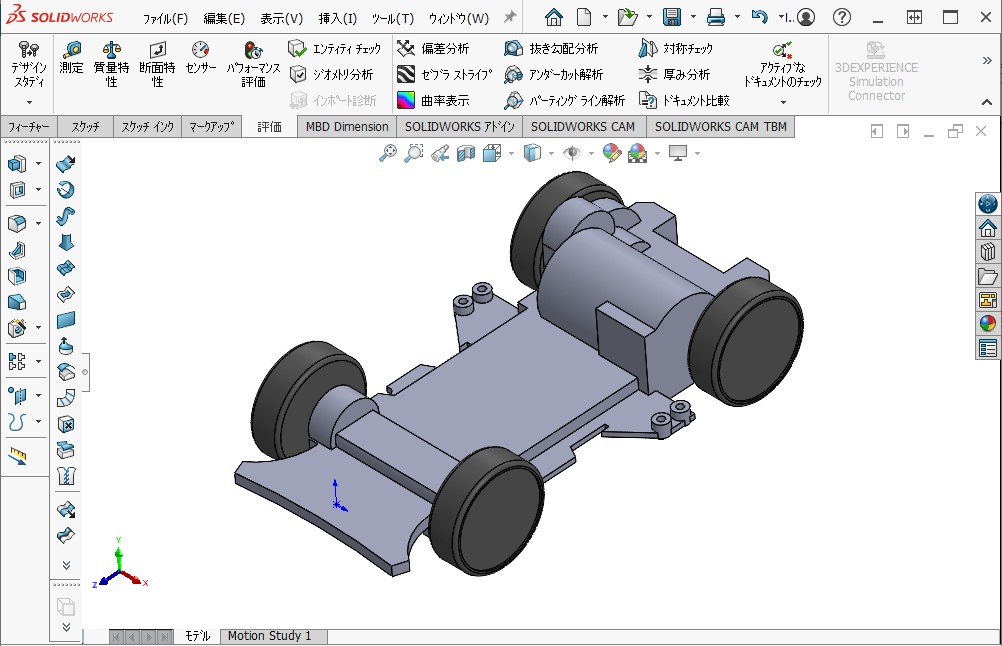
こんな感じでアタリを付ける為のザックリとしたシャーシデータを用意しました。干渉回避できる程度のものです。
もし、もっと本格的にやるのであれば、3Dスキャナーでデータを撮り、リバースしていくのですが、今回は省略です。
ところで、VZってフロントのAパーツの凸部がVSやS2に比べて減ってるんですね。初めて気づきました。
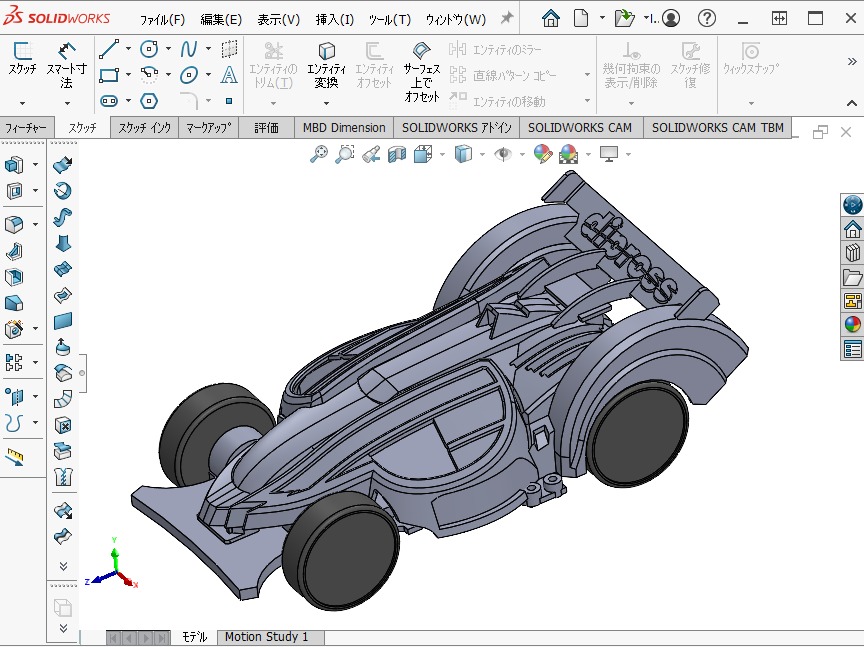
デザインの方針としては「dip」がはっきりわかること、そして、低く低く見えること。
左右非対称のデザインになっている為、設計上の手間が結構増えてしまいました。
ミニ四駆で左右非対称デザインと言えば、やはり、ベルクカイザーですよね。大好きです。
全体的に、ギリギリの高さを攻めすぎたせいでこの後、苦しむことになります。
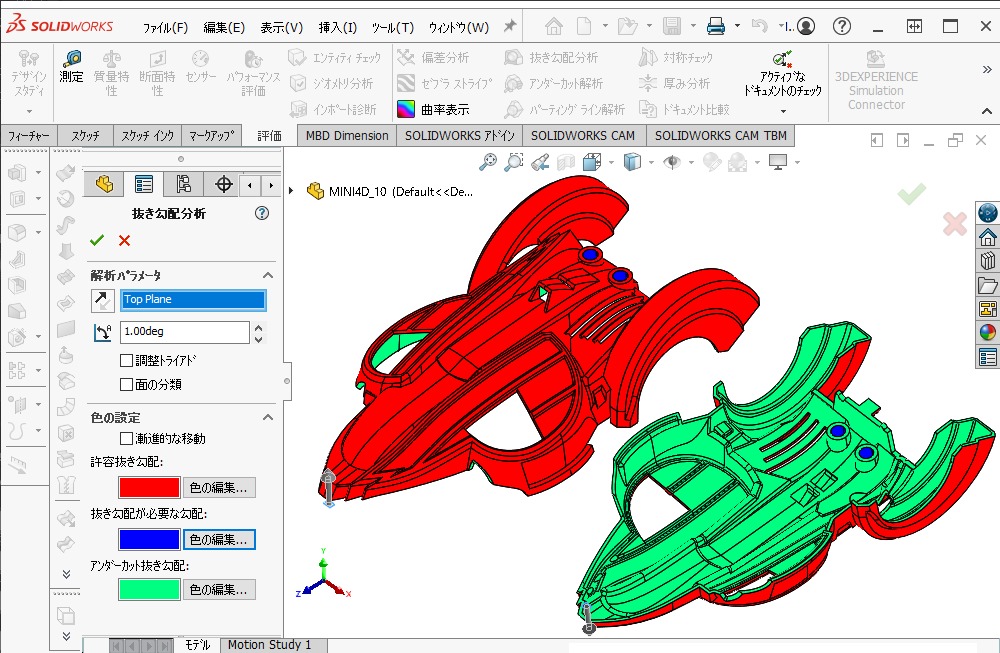
また、今回は最終的に3Dプリンターで出力することが決まってはいますが、設計の段階では型抜きも意識して抜き勾配を付けてあります。
いつでも量産できます。
ただし、先端の篏合部は分割数が増えてしまう為、あとで抜きを無視して追加しました。
実際の製品のミニ四駆は先端のところ、分割部品になってますよね。
ウィングは分割部品です。
試作出力
設計が済んだら、FDM方式のプリンターで試作品を出力し、実際にシャーシに乗っけて干渉・篏合確認をしていきます。
ところで、完成品は光造形で出すつもりであるにも関わらず、この段階ではFDMで出力しています。
この使い分けには両プリンターの特性と手間が関係しています。
「FDM方式」と「光造形」の違い
・FDM方式

熱可塑性プラスチック材料を溶かして固めて積層する方式です。
ノズルで1層1層、そうめんのような感じに描き進めて、積層していきます。
機械的精度に優れ(製品サイズやピッチ間の精度など)ている為、機械的部品に向いています。
余計な手間が少なく、材料コストも安く、気軽に印刷ができます。
・光造形

光硬化性樹脂(UVレジン)を硬化させながら積層する方式です。
UV(紫外線)を投射し、1層分をまとめて硬化させて積層します。
美観に優れ(面の細かい凹凸など)、細かい造形も可能な為、意匠的なものに向いています。
印刷した後、洗浄や2次硬化などの処理がさらに必要になる。
精度と美観、と言われると「精度が良ければ美観も良いに決まっているのではないか?」と同一のものと思ってしまう方も少なくないですが、これは誤りです。
精度が良い、というのは「データ通りの寸法が出る」ということです。相手物が存在する場合の篏合や機械部品などではこの精度が重要です。
FDM方式の、特によく使われる材料であるPLAは造形時の収縮・反りなどが少なく、データ通りの寸法精度で出すことができます。
光造形の場合は、熱硬化等の処理の際に収縮が発生する為、収縮率を見込んでいても、ピッチ間の微小なズレや、面の平面性などが損なわれてしまいがちです。無論、データを調整して精度を上げていくことはできますが、これには何度もトライ&エラーが必要になります。
美観が良い、というのは「面の表面の凹凸の再現性」や「面の滑らかさ」に優れているということです。
FDM方式は積層痕が残りやすいです。1層1層がしっかりと分離しているような印象の仕上がりになります。
ノズル径よりも小さいサイズの描写が不可能な為、微細表現も潰れてしまいます。
光造形は積層ピッチ及び、描写の細かさがFDMに比べて細かく再現することができます。
積層間も滑らかにつないでくれるので、綺麗な面の仕上がりとなります。
手間に関して、FDMはほとんど、何もかかりません。サポートを剥がす以外に人間の手で行う作業は発生しません。
光造形は印刷した後に、余計なレジンをアルコールで洗浄し、二次硬化を行う必要があり、人の手で作業してやる必要があります。
以上のことから、この段階で重視するのは精度と手軽さだったので、FDM方式で行いました。
白のPLAで出力しています。
段差など、細かいところで積層痕が目立ってしまっています。
実際に出力してみると、データ上うまくいっている気になっても実際にはどこかしら干渉を起こしていることはよくあります。
こちらは最終的にうまくいったときの写真ですが……
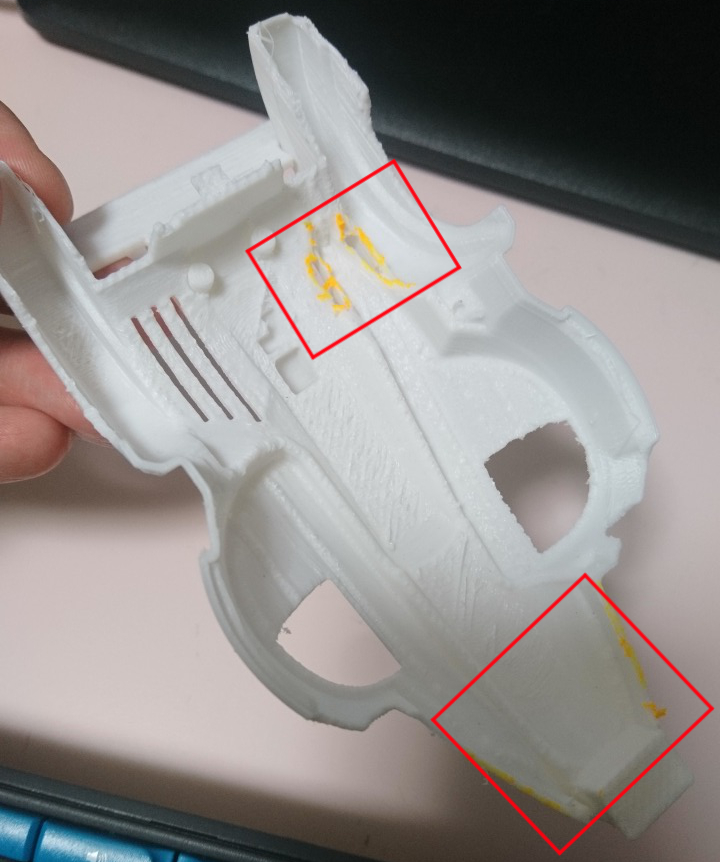
初めにプリントしたものはモーター周りや、フロントのAパーツに干渉していた為、削って、嵌めてみて、データを修正して……を3度ほど繰り返しました。低く攻めすぎました。あとは穴にマスダンが微妙に通らなかったりも……。
ここでシャーシ部分をザックリとしか用意しなかったのが仇となったわけです。もっと正確なデータを用意しておけば、このような事態は印刷する前にも判明したはずです。
このように実物を作ることで設計上のミス等が浮き彫りになります。
完成品出力
さて、試作品で篏合・干渉確認が終わったら、光造形で意匠性の高い出力品を出していきます。

こちらが一発目に出した光造形サンプルです。透明なUVレジンで出力してます。
ウィングがこれでもか、というぐらいに反りました。この写真でも端が浮いてきているのがお分かりでしょうか?
さらにリアタイヤ周りも歪んでしまったので片側のタイヤが中径でも干渉するくらいになってしまいました。FDMで印刷したときは余裕があったのですが、意外なところが干渉してきています。
ですが、やはり意匠性は光造形の方が高いです。見た目がとてもかっこいいです。
透明レジンだと裏側のサポート跡が意匠面丸見えになってしまうので塗装が必須になってしまいますね。
クリアパーツを作ろうとすると、奥まったサポート跡を綺麗に研磨してやる必要が出てくるので難儀しそうです。
このあと微調整しながら、何度か出力しました。
寄り道~レンダリング~
意匠確認を3Dプリンターで行う、というのも今どきのやり方ですが、今回はせっかくなのでレンダリングしてデータ上での意匠も見てみましょう。
筆者にはレンダリング技術がないので、ここは別の人にお任せしました。


これは実写ではなく、CG表現です。かっこいいです。
意匠性やカラーリングの検討をする際に、レンダリング画像を使用すれば、もっと短時間で色々なパターンを考えることができます。
今の車なんかのカタログに載っている写真も実物写真ではなく、レンダリング画像なことがほとんどになってきて、外的要因に左右されないことや、実物が出来上がる前にアピール写真の用意ができること等がメリットと言えます。実際に量産が始まった後にカタログやCMを作っていたら後手後手になってしまいます。
あとは、ミニ四駆程度のサイズなら問題ないですが、実写サイズのものを確認したいとなると、試作費用も跳ね上がってしまいますので、こうなるとレンダリング画像、あるいはVRでの確認が重要になってくるかと思います。
塗装・仕上げ
さぁ、ここまで調整に調整を繰り返してやって参りましたが、あとは塗装して、とうとう完成です。

一つのボディが出来上がるまでにこれほどの手間がかかっているんですね。
ここから量産になると、さらに型設計やパッケージ作りetc……とまだまだ続いていくのですが、この企画としてはここまでです。
ミニ四駆の改造としてもこの後は切り刻んでボディを丸ごとダンパー化して……ということをしていくのですが、この話をすると本格的に収拾がつかなくなるのでやりません。
長い上に、かなり趣味的な内容になってしまいましたがお付き合いいただきありがとうございました。
今回使用したCADソフトや3Dプリンターは弊社で取り扱いしておりますので、気になる方がいらっしゃいましたら、お気軽にご相談ください。

低価格・高精度・高柔軟性なpolygaシリーズ, EinScanシリーズなど、各種3Dスキャナーの販売・レンタル、3Dスキャナーを用いた計測・リバースモデリング・解析を承っております。
国内で急速にシェアを伸ばしているRaise3Dの販売やデモンストレーションを行っております。
CADソフトを使ったモデリング体験、3Dスキャナー・3Dプリンター・VRの事例紹介や実演を行うセミナー等を開催しております。